“你们最大的3D打印机有多大?能打印多长的零件?”不少客户在咨询时,会先问设备的成型尺寸,再判断自己的产品是否适合交给我们生产。
这种心情我们非常理解——谁都希望自己的设计能“一体成型”,省去拼接的麻烦。但如果只盯着打印幅面这一个指标,很可能会误判方案的可行性,甚至影响产品的最终品质。
今天,成都3D打印服务商——麦客信息就借这篇文章,系统性地回答这个问题:3D打印到底能打多大?判断一个零件能不能做,究竟该看哪些因素?
一、单纯看“幅面”,并不全面
先直接回应大家最关心的问题:我们工厂确实配备了大尺寸工业级3D打印机,例如部分光固化(SLA)设备的最大成型尺寸可达1.2米以上,尼龙打印(SLS)和金属打印也有对应的中大型设备。从物理空间上说,单件长度超过1米的零件我们也能直接装进设备。
但真正专业且负责任的回答是:“能不能打印” ≠ “设备放不放得下”。
如果只按幅面接单,把一个大尺寸模型硬塞进刚好能装下它的设备里,我们反而可能会害了客户。为什么?因为材料特性和结构稳定性,往往比设备尺寸更加关键。
二、材料:决定能否“一体成型”的第一关
以常见的工程塑料为例。PP(聚丙烯)和PC(聚碳酸酯)都具有较好的力学性能,但它们的共同特点是收缩率较高、内应力大。用大尺寸设备一体打印这类材料时,零件从液态或半熔融状态冷却到室温,不同部位的收缩不均匀,会导致严重的翘曲、开裂或尺寸超差。设备越大,这种形变风险反而越会被放大。
所以,对于高形变材料制成的大尺寸零件,业内成熟的做法恰恰不是“一体打印”,而是拆分成多个小尺寸模块分别打印,再通过胶接、卡扣、螺丝或超声波焊接等方式组合。这样既能保证每个子零件的精度,又能避免整体形变带来的报废风险。
三、结构:薄壁、悬空、细长比,比尺寸更“难搞”
还有一类产品,绝对尺寸并不大,但结构很“娇气”——比如大面积的薄壳件、长径比超过10:1的细长杆、或者带有大量悬空特征的工业部件。这类零件即使设备放得下,材料收缩也不大,依然可能打印失败。
为什么?因为打印过程中需要添加支撑结构,拆支撑时容易损伤薄壁部位;细长件在刮刀运动或气流扰动下会发生晃动,导致层间错位。这时,我们工程师会主动对数据进行“改良设计”:调整摆放角度、增加临时加强筋、优化支撑策略……这些经验性操作,往往比设备本身的幅面更能决定成败。
四、专业的判断流程:四个维度综合评估
判断一个零件3D打印厂家能不能做,究竟该看哪些因素:
1. 设备性能:设备的稳定性、温场均匀性、激光或喷头精度,比单纯的XY轴行程更重要。
2. 打印幅面:作为基础参考,但不是否决项。
3. 可成型材料:需要的材料是否在大尺寸下具备良好表现?如果不行,建议更换材料或拆件
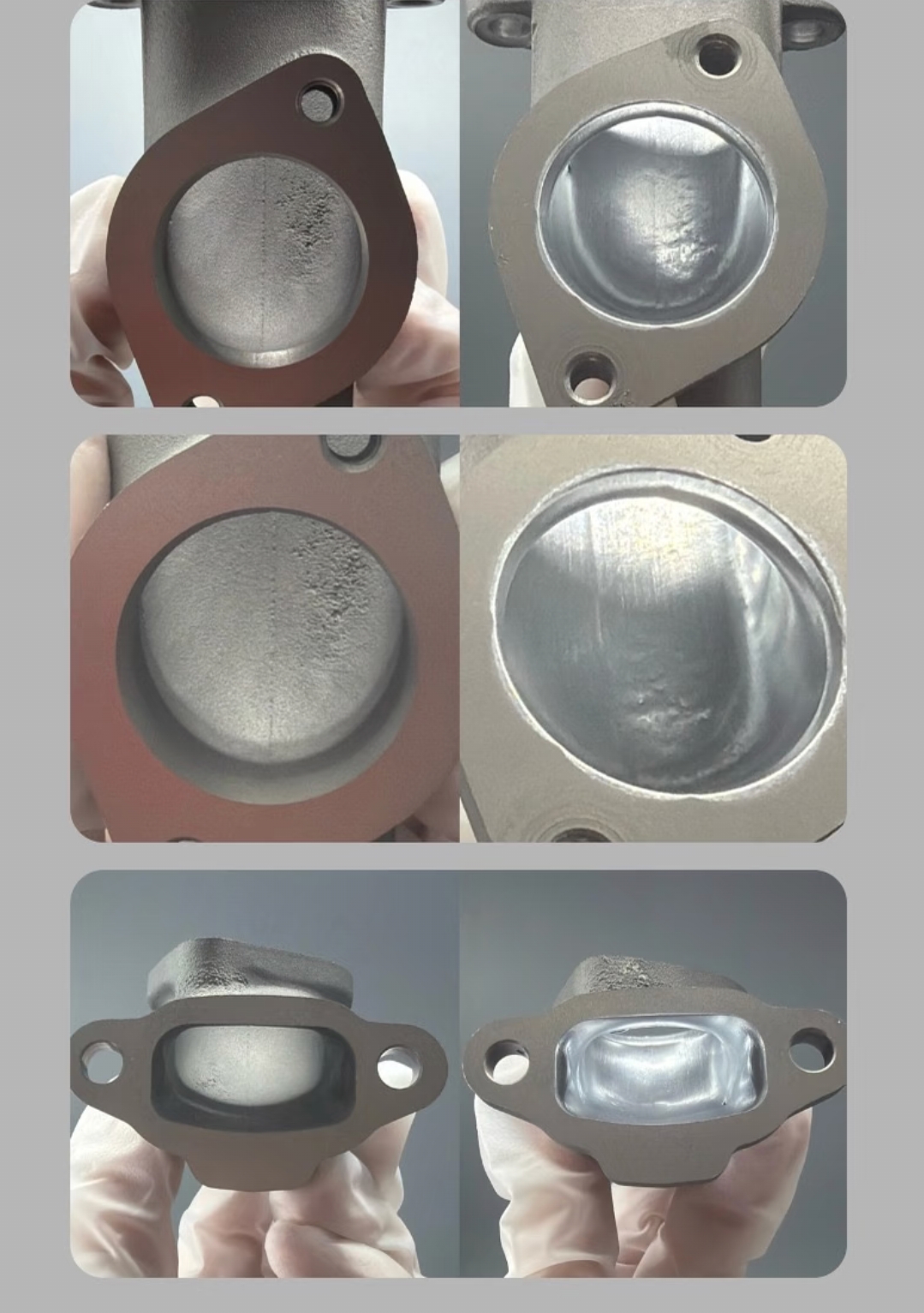
4. 成型精度与结构:关键公差位置、最小壁厚、悬空角度等结构参数,是否在工艺窗口内
五、专业成都3D打印公司给您的建议
当您想确认一个零件是否适合3D打印批量或打样生产时,不要只关注“设备多大”。提出您的需求,我们会给您一个全面的可打印评估:
· 提供初步的STP/STL文件或三视图;
· 告知预期的材料类型和使用场景;
· 说明对精度、表面质量和强度的核心要求。
我们会在一个工作日内,给出包含尺寸可行性、材料推荐、拼接方案(如需)以及成本预估的完整评估报告。
3D打印的价值,从来不是把“大”作为唯一追求,而是用最合适的方式,把您的设计变成可靠的实体。如果您有成都3D打印需求,欢迎随时联系上海麦客信息——我们不仅有大设备,更有懂工艺的工程师。24小时咨询热线:18042677785(贾经理)!