在3D打印微缩模型的过程中,很多设计师和爱好者会遇到一个看似简单、却极易“翻车”的问题——缩放模型的壁厚。
将一个大尺寸模型等比例缩小,打印出来的成品却可能出现破洞、变形、难以清理支撑,甚至直接打印失败。这是为什么?又该如何规避?
作为专业的成都3D打印服务厂家,我们希望通过这篇文章,帮你彻底理清“缩放与壁厚”的关系,让你的微缩模型一次成功。
一、等比例缩放,壁厚不会“等比例安全”
很多人习惯直接选中模型,输入缩放比例(比如从1:6缩到1:12)。这是最常见的误区。
3D打印对壁厚有物理下限——它取决于打印工艺和喷嘴直径或激光光斑尺寸。比如:
· SLA(光固化):建议最小壁厚0.5-0.8mm
· SLS(尼龙粉末烧结):可做到0.8-1mm
· FDM(熔融沉积):建议至少1-1.2mm
当你把原模型缩小一半,原本2mm的壁厚会变成1mm。如果原模型中某些局部壁厚本来就接近下限(比如1.2mm),缩小后可能只剩0.6mm,直接低于可打印阈值,导致模型薄壁处缺失、穿孔或脆断。
二、微缩模型最薄弱的三个区域
缩放到微小尺寸后,以下三个部位最容易出问题:
1. 细长部件:如手指、武器、天线、动物四肢。缩后壁厚不足,极易在打印或清粉环节断裂。
2. 悬空薄壳:如披风边缘、帽檐、车壳。薄壁加悬空,支撑难加,剥离时易碎裂。
3. 内部空腔与镂空结构:如果原始模型为了省料做了内壳,缩小后内外壁间距可能小于1mm,形成根本无法清理支撑的死腔。
三、不同打印工艺对缩放壁厚的底线要求
我们以实际生产经验给出参考(单位:mm):

特别注意:如果模型用于批量化生产或后处理(打磨、喷漆),建议在工艺要求上再增加0.3-0.5mm余量。打磨会消耗材料,过薄的边缘容易磨穿。
四、正确缩放微缩模型的三个实用方法
既然不能“无脑等比例缩放”,那应该怎么做?
1. 缩放前做壁厚检查
使用软件(Meshmixer、Netfabb、3D Builder或Magics)的壁厚分析工具,设定一个目标最小壁厚值(如0.8mm),软件会自动标出所有危险区域。
2. 分区域差异化加厚
对红标区域局部加厚:
· 内部填充:在不影响外观的内侧加筋或实体化。
· 偏移外壳:利用“偏移/增厚”命令,只增加薄壁处的厚度。
· 对细长件:加倒角或根部圆角,分散应力。
3. 改变打印方向与拆件策略
如果模型极薄又无法加厚(如建筑模型的窗棂、栏杆),建议拆分为多个零件打印,调整打印方向,让薄壁与层纹方向垂直,提高强度。
五、帮客户避坑:一个真实案例
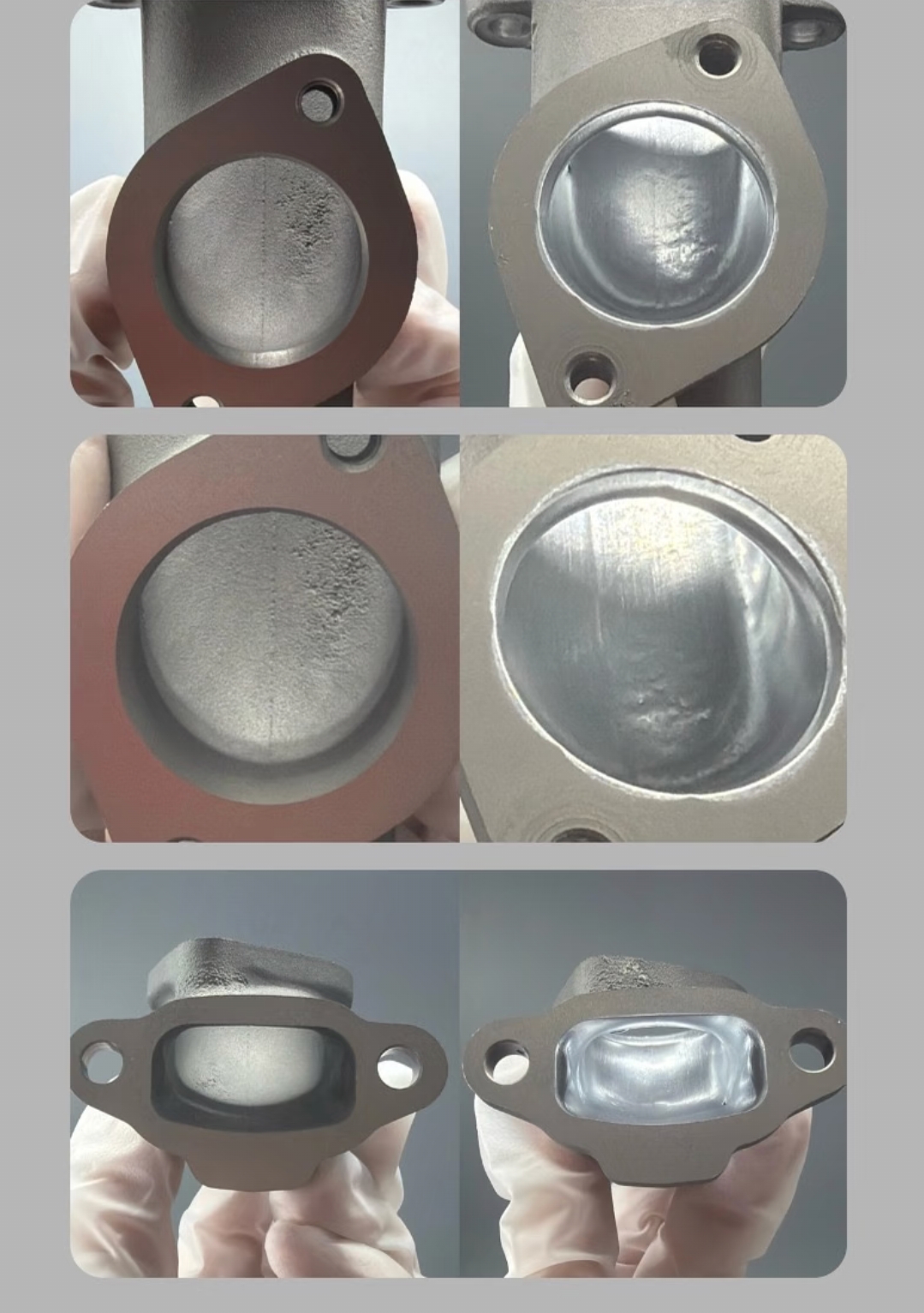
上个月,一位客户带来了一个1:6的手办模型,要求缩到1:12。原模型壁厚最薄处1.0mm,缩比后理论壁厚0.5mm。
我们直接打印了一个SLA白模测试。结果:手指缺失,裙摆边缘呈锯齿状,细剑在中部断裂。
后来我们帮他做了三处修改:
· 手指整体加厚0.8mm,并用Magics做光滑偏移;
· 裙摆内侧面追加0.4mm实体层;
· 剑改为单独拆分打印,方向与层纹平行。
最终打印成功,打磨上色后客户非常满意。这个案例说明:没有不能缩的模型,只有没做壁厚适配的模型。
六、为什么推荐找专业3D打印服务厂家?
个人打印机遇到薄壁模型常常直接失败,而专业厂家能做到:
· 工艺选择灵活:SLA、SLS、DLP、高精度FDM多种工艺匹配不同壁厚需求。
· 前处理软件与经验:专业的切片和修复软件,加多年累积的壁厚补偿经验。
· 测试验证:对关键小批量订单可先打印测试件,验证可打印性后再正式生产。
· 后处理保障:清洗、支撑去除、打磨等环节,不会因人工操作损毁薄壁细节。
如果你正在准备一个需要缩放的3D打印模型,请记住三条核心原则:
1. 不要依赖等比例缩放,壁厚必须单独复核。
2. 根据打印工艺设定最小壁厚目标,并预留后处理余量。
3. 遇到局部过薄,主动修改模型,或将脆弱件拆分打印。
当然,如果你不确定自己的模型缩放后是否适合打印,可以直接把STL文件发给我们。我们会免费做可打印性分析,给出壁厚修改建议和最优工艺推荐。
3D打印微缩模型,不是“缩小”那么简单,但有了正确的设计方法,它也没有那么难。成都3D打印厂家——麦客信息拥有11年3D打印经验,有大量的3D打印微缩模型案例,无论是品质、服务还是技术,都是您最值得信赖的选择!24小时咨询热线:18042677785(贾经理),欢迎随时来电沟通合作!